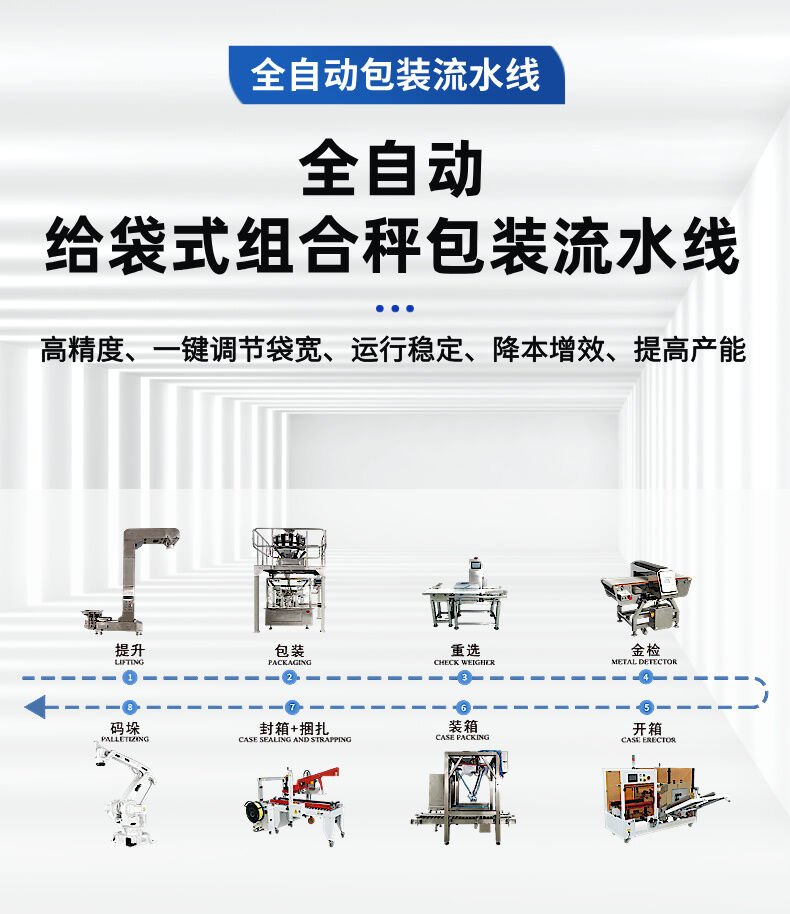
全自动颗粒包装生产线:推动行业自动化新潮流

随着技术不断创新,包装行业正迎来一场自动化革命。近日,全自动颗粒包装生产线的推出,成为提升生产效率、保证产品质量的新突破。这种新型生产线不仅大幅降低了人工成本,还提高了生产效率,广泛应用于食品、医药、化工等多个行业,推动了传统包装方式的升级与行业智能化进程。
技术创新带来效率提升
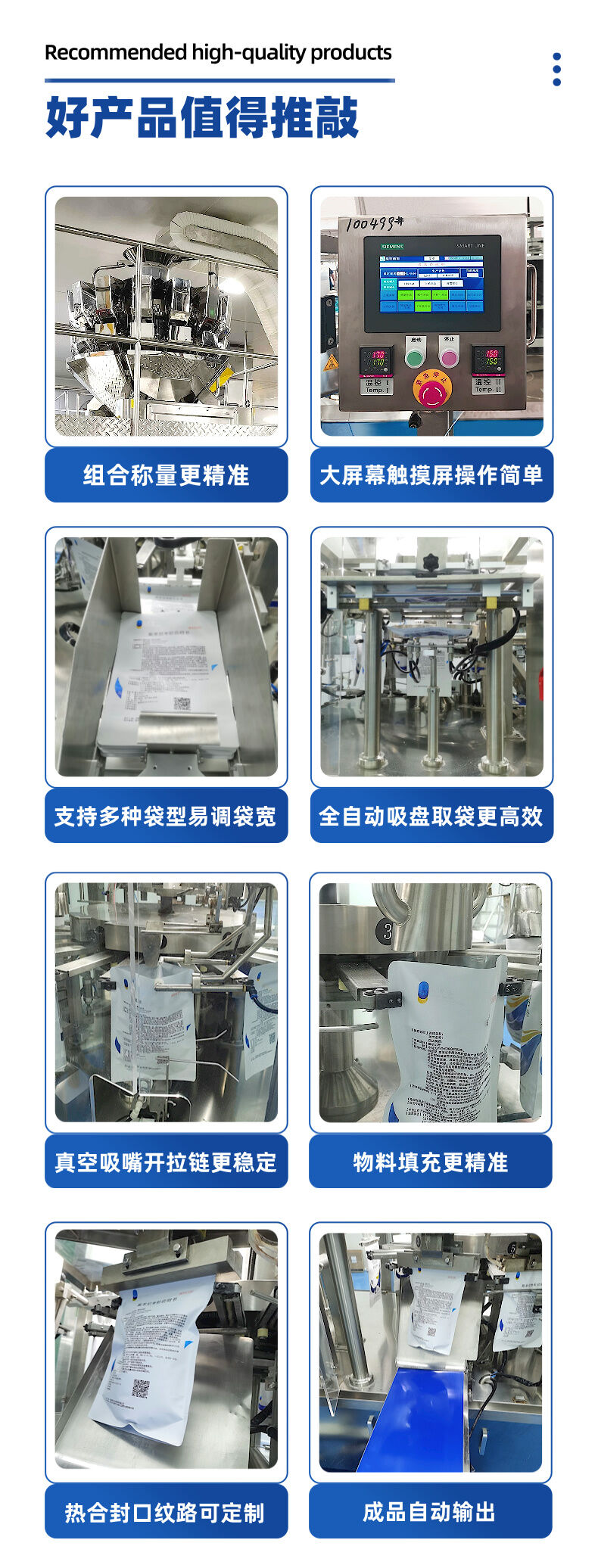
全自动颗粒包装生产线通过智能化控制系统,实现了从颗粒物料的自动计量、灌装到包装、封口等多个环节的全程自动化操作。与传统的人工或半自动化包装方式相比,这种全自动化系统大大提高了生产效率。生产线24小时不间断工作,能够满足大规模生产需求,且能减少人为操作带来的误差,确保每个包装袋的产品重量和质量一致。
例如,某食品公司引入了这套全自动颗粒包装生产线,生产线的引进使得包装效率提升了30%,且产品包装的准确度和一致性大大提高。公司负责人表示,“自动化生产不仅提高了工作效率,还有效减少了包装过程中的人为失误,产品质量也得到了保证。”
智能化监控系统确保稳定运行
全自动颗粒包装生产线采用了智能化监控系统,能够实时监控生产过程中的每一个环节,一旦出现异常,系统会自动报警并迅速进行调整。该系统不仅提高了生产的稳定性,也使得操作更加简便。企业只需要少量的操作人员进行管理,其他流程都可以由系统自动完成。
另外,随着市场对绿色环保的关注,许多全自动颗粒包装生产线还采用了节能设计,优化了设备运行效率,降低了能源消耗,为企业带来更高的性价比。
多行业应用,潜力巨大
这种全自动颗粒包装生产线不仅仅局限于食品行业,其应用范围已扩展到医药、化工等多个领域。例如,医药行业中,颗粒药品的包装需要准确的剂量控制和高质量的密封,自动化生产线能够很好地满足这一需求。而在化工行业,自动包装的颗粒原料如肥料、塑料颗粒等,生产线的引进不仅提升了生产效率,也保障了产品的包装质量,避免了因人工包装造成的损耗和污染。
未来,随着人工智能、物联网等技术的不断进步,预计全自动颗粒包装生产线将进一步智能化,能够实现更准确的生产管理和实时数据分析,推动包装行业向更有效、更智能的方向发展。