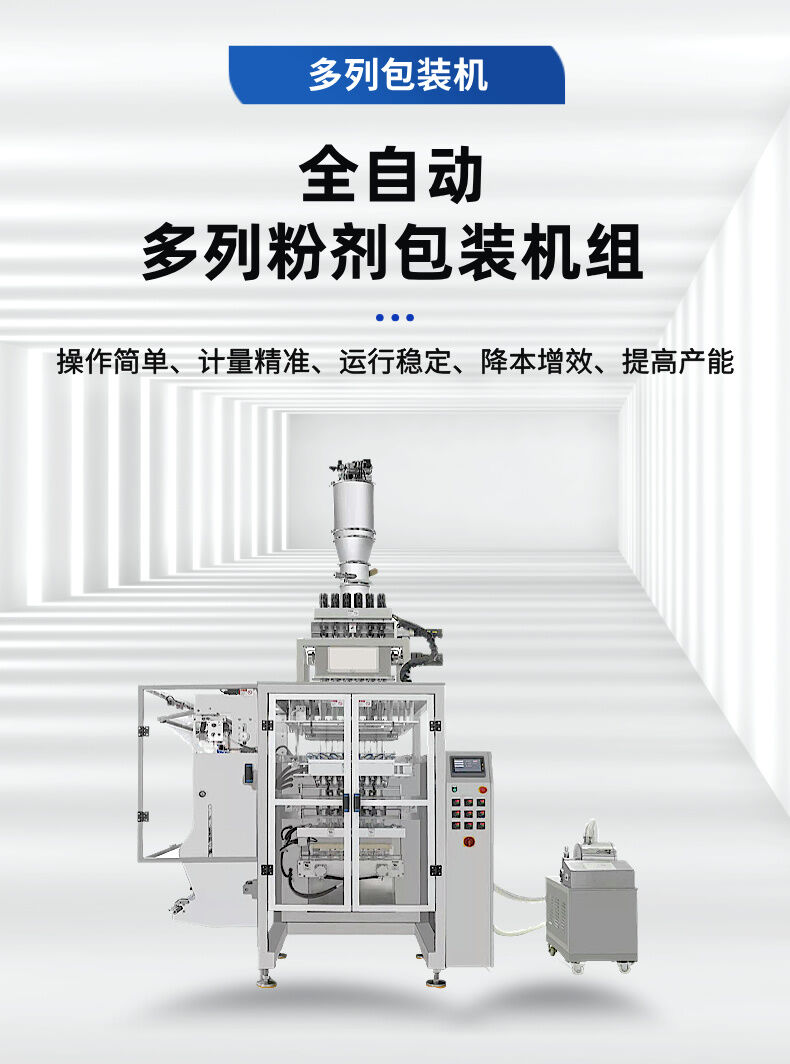
多列粉剂包装生产线
案例背景:
某食品企业生产多种调味粉、奶粉等粉状产品,随着市场需求的增加,原有的包装生产线已无法满足日益增长的生产任务。为了提升生产效率和包装精度,该企业决定引进一条全自动多列粉剂包装生产线,要求设备能够实现多种规格的灵活包装,同时保证包装速度和产品的质量。
解决方案:
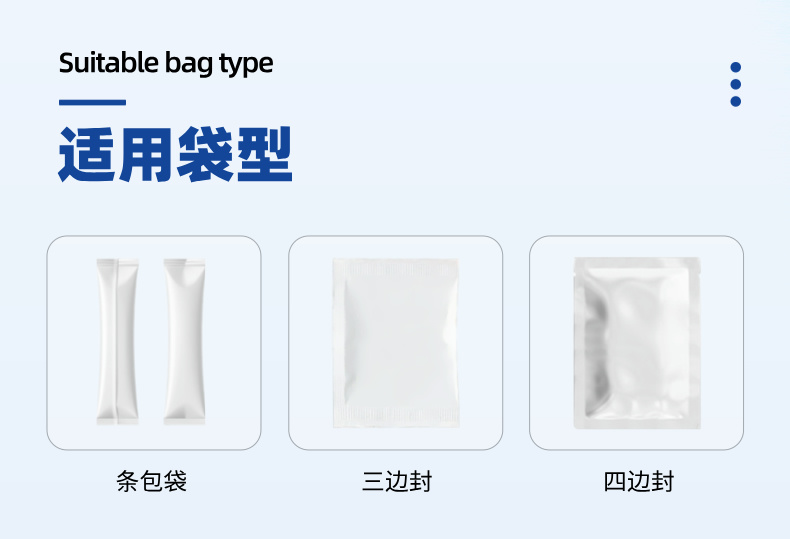
我们为该食品企业设计并提供了一套全自动多列粉剂包装生产线。该生产线采用先进的多列包装技术,能够同时处理多列包装任务,大幅提高了生产效率。系统包括粉剂自动计量、包装、封口、打码和检测等多项功能,保证了从原料到成品包装的全程自动化操作。设备采用高精度的计量系统,确保每包产品的净含量符合标准,且包装质量稳定可靠。此外,该生产线支持多种包装形式和规格的灵活切换,以满足客户的不同需求。
实施过程:
我们的工程师团队在项目启动前对客户的生产需求进行了详细分析,并多次与客户进行技术交流。生产线的安装和调试过程严格按照项目计划进行,并在客户工厂内进行了多轮试运行和调整,以确保设备的运行稳定性和生产效率。最终交付的生产线不仅满足了客户的所有技术要求,还为他们创造了显著的经济效益。
客户反馈:
客户对我们的多列粉剂包装生产线高度认可。该系统的高效性和精准度显著提升了生产能力,同时降低了包装成本。客户特别赞赏了设备的多功能性和易操作性,表示这一投资有效地解决了他们在生产过程中遇到的瓶颈问题,并期待未来能够进一步深化与我们的合作。
总结:
此次案例充分展现了我们在多列粉剂包装生产线领域的技术实力和专业能力。通过为客户提供定制化的解决方案,我们帮助他们实现了生产效率的提升和产品质量的保证,进一步增强了他们的市场竞争力。这一成功案例也再次验证了我们在粉剂包装机械领域的领导地位。