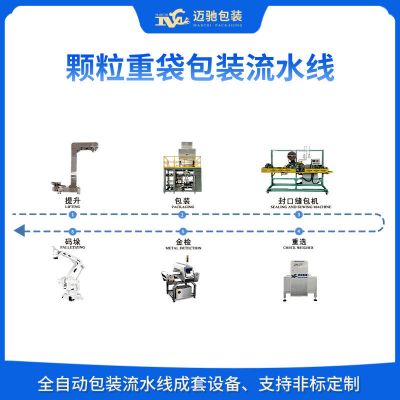
重袋包装生产线
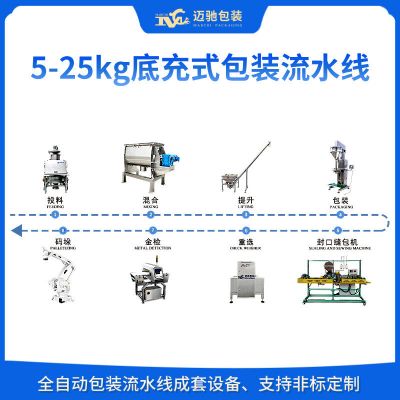
我们的客户是一家大型化肥生产企业,专门生产各种类型的颗粒和粉状肥料。由于客户的产品主要以25公斤的大包装形式销售,原有的半自动包装设备已无法满足其高效生产的需求,尤其是在生产高峰期,包装效率的瓶颈严重影响了订单交付。为了提高包装效率并确保包装精度,客户决定引进一条全自动25公斤重袋包装生产线。
面临的挑战
客户在项目初期面临以下几项挑战:
高包装精度要求:客户的产品以大包装为主,重量误差要求极为严格,需确保每袋产品的重量在误差范围内,以满足行业标准和客户要求。
高效率与高产量:客户的生产线需要处理大量订单,要求设备具备快速、高效的包装能力,保证产品的及时交付。
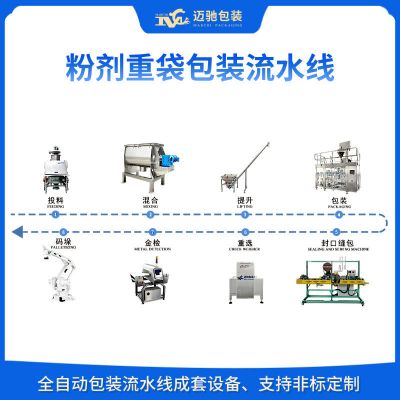
适应多种物料:客户的产品包括颗粒和粉状肥料,不同物料的流动性和密度差异较大,这对设备的适应性提出了较高要求。
自动化操作与安全性:客户希望新设备能够尽量减少人工干预,提升生产自动化水平,并确保操作过程中的安全性。
解决方案
针对客户的需求,我们为其设计并安装了一条全自动25公斤重袋包装生产线,旨在提高包装效率并确保高精度的包装效果。度称重系统:设备采用先进的称重传感器和智能称重控制系统,确保每袋肥料的重量精确到±0.2%,有效减少了包装误差,满足了客户对高精度的要求。
高效包装能力:生产线配备了高速供料装置和自动制袋、封口系统,能够实现每分钟10-15袋的包装速度,大幅提高了生产效率,确保客户能够按时完成大量订单。
多种物料适应性:设备配备了灵活的供料系统和可调节的包装参数,能够适应颗粒和粉状肥料的不同特性,确保每种物料的包装质量都能达到客户的要求。
全自动化操作:整条生产线实现了全自动化操作,配备了PLC控制系统和人机界面,操作人员可以通过触摸屏实时监控生产过程,减少了人工干预,降低了人为操作带来的风险,同时提高了生产安全性。
实施效果
自全自动25公斤重袋包装生产线投入使用以来,客户的包装效率提升了40%以上,包装误差显著减少,产品质量更加稳定,客户的订单交付能力也得到了显著提升。此外,设备的全自动化操作减少了对人工的依赖,降低了人工成本,并提高了生产过程的安全性和可靠性。客户对我们的设备表现非常满意,并计划在未来的生产扩展中继续与我们合作。
这一成功案例展示了全自动25公斤重袋包装生产线在提升包装效率、确保包装精度和优化生产流程方面的出色表现。如果您的企业也在寻找能够提高生产效率和包装精度的解决方案,欢迎联系我们,了解更多关于我们的自动化包装设备的信息。